工欲善其事,必先利其器。近日,公司广大职工集思广益、协同攻关,针对传统工装夹具的痛点,创新设计出一批促生产、保质量的工装夹具改进方案,推动了公司精细化管理水平提升。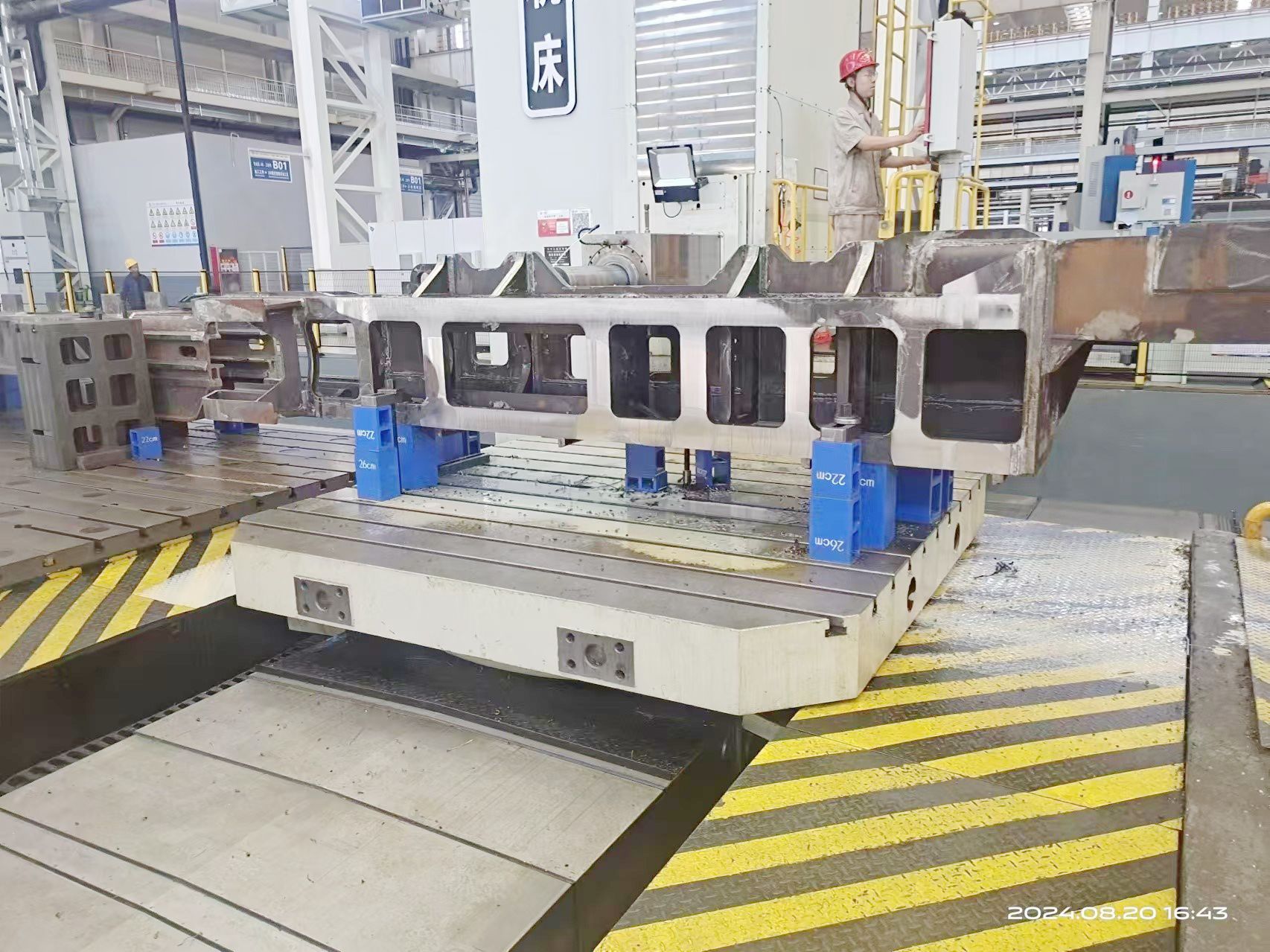
图为改进方案使用等高方箱完成工件定位和夹紧
工装夹具作为加工过程中固定工件、引导刀具的关键工艺装置,其性能直接影响到加工的稳定性和精准度。传统数控机床加工依赖液压千斤顶与调整方箱组合的方式,存在繁琐耗时、效率低下、易出错且难以保证加工精度等问题,公司质检中心与技术中心强强联手,成立专项攻关小组,深入各园区生产一线,进行详尽的实地调研与数据分析,全面剖析各类工装夹具的应用现状与不足。基于深入的调研成果与精准的问题定位,攻关小组成功设计出了一套精度更高、效率更优的工装夹具改进方案。该方案不仅简化了工件定位与夹紧的流程,大幅提升了加工效率,还通过优化设计有效降低了出错率,确保了加工精度的显著提升。截至目前,起重机分公司已率先将改进方案应用于生产,引入等高方箱和可调垫铁等工具,完成了对部分液压千斤顶的替换。技术中心还与冶金分公司联合,利用三维组合夹具技术,为TZ750液压挖掘机履带架的镗铣加工量身打造了柔性定位夹紧工装方案,完成了从设计到应用的高效落地,为下一步在全公司推广奠定了基础。“当前,我们正在与机床工具厂家积极开展合作,以专用液压夹具替代传统压装方式,并引入智能化、自动化工具,全面提升装夹精度与效率。”质检中心工艺技术室主管白泉说道。小智慧促进大提升,小改进成就大效益。未来,公司各部门将继续加强协同配合,进一步激发广大职工的创新动能,凝聚全员参与工艺创新和质量改进的攻坚合力,实现产品质量和生产效率的双重飞跃。










